Plne automatizovaná výroba dielov od kazety po kazetu


Gnutti

V roku 1955 založil Quirino Gnutti v Brescii spoločnosť Gnutti Transfer na výrobu sústruhov a transferových strojov. V priebehu rokov sa podnik rozrástol a vyvíjal, integroval nové flexibilné, modulárne a inovatívne koncepcie, pričom venoval osobitnú pozornosť dizajnu strojov a ich udržateľnosti. Každý rok spoločnosť Gnutti Transfer expeduje zo svojho závodu v Ospitaletto 35 - 40 strojov.
Plne automatizovaná výroba dielov
Každá dielňa sníva o plne vertikálnej, automatizovanej a integrovanej výrobe dielov, ktorá zaručuje maximálnu spoľahlivosť a flexibilitu spolu s možnosťou diaľkového dohľadu a kontroly celého procesu. Vďaka zručnostiam a skúsenostiam spoločnosti Gnutti Transfer sa tento sen stal skutočnosťou.
Projekt bol veľmi zložitý, ako vysvetľuje Giovanni Gualco, manažér pre obchodnú oblasť spoločnosti Gnutti Transfer: "Cieľom zákazníka bolo začať so surovými dielmi v kazete a skončiť s hotovými dielmi späť v kazete v jednom cykle."

Na začiatku procesu prebieha nakladanie prostredníctvom automatického rozpoznávania, delenia a kontroly kazetových dielov, predtým ako každý komponent prejde kontrolnou stanicou na laserové značenie. Prenosový stroj potom vykonáva obrábacie operácie pred extrakciou na umývanie. Po umytí na odstránenie zvyškov systém vráti diely do kazety.
Roboty sú prítomné vo všetkých fázach: robot vybavený systémom videnia vyberá surové diely z kazety a umiestňuje ich na dopravník, ktorý napája laserový stroj na značenie; druhý robot potom nakladá diely do prenosového stroja pred tým, ako tretí robot vyloží stroj a umiestni diely do medzistanice. Štvrtý robot naloží súčiastky do umývačky a konečne piaty robot vyberie súčiastky z umývačky a vloží ich späť do kazety pripravené na automatické odovzdanie do montáže.
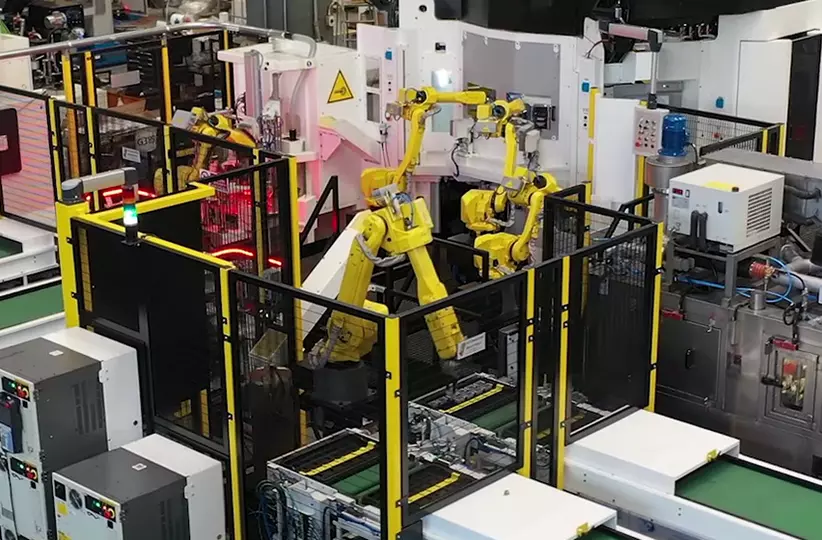
Tento transferový stroj je súčasťou flexibilného transferového radu GR-MR spoločnosti Gnutti Transfer. Pozostáva z 10 staníc s 11 prevádzkovými jednotkami namontovanými na priečniku a zahŕňa 45 osí ovládaných v jednom procese, pričom čas cyklu je sotva 8 sekúnd. Všetkých 33 lineárnych osí a 10 rotačných osí je vybavených motorizáciou FANUC s digitálnymi pohonmi a optickými pripojeniami.
Zložitosť projektu a vysoký počet riadených osí si vyžiadali obrovské investície do času a ľudských zdrojov. Zapojenie strategického partnera, akým je spoločnosť FANUC, bolo v podstate kľúčom k víťaznému technologickému príspevku."Strategický preto, lebo FANUC je jediná spoločnosť, ktorá nás dokáže podporiť v takom komplexnom projekte, ako je tento; víťazný preto, lebo technológia FANUC poskytuje dokonalú funkčnosť systému," uvádza Giovanni Gualco.

Giovanni Gualco
Manažér predajnej oblasti Gnutti Transfer
Jednotka je certifikovaná pre priemysel 4.0: skľučovadlá a všetky časti sú vybavené senzormi, ktoré analyzujú údaje týkajúce sa funkčnosti jednotky. Priemyselný počítač je kompletne určený na riadenie stroja a kontrolu viac ako 12 000 premenných, čo umožňuje prispôsobenie funkcií, ktoré siahajú od preventívnej/prediktívnej údržby až po reguláciu parametrov procesu. Zákazník sa môže prihlásiť na diaľku, dohliadať na stroj, spúšťať cykly a meniť konfiguráciu celého systému na vykonávanie rôznych typov spracovania.
Zoznámte sa s technológiou: Objavte súvisiace produkty

M-20𝑖B/25

M-10𝑖D/10L

30𝑖-B Plus
Inšpirujte sa

Prípadové štúdie spoločnosti FANUC
Zoznámte sa s naším komplexným sortimentom automatizačných riešení, ktoré sú prezentované v podrobných prípadových štúdiách a navrhnuté tak, aby optimalizovali a zefektívnili akýkoľvek výrobný proces.

Obsluhovanie strojov
