 The FANUC injection moulding machines are running five days a week at Lynker in Halver. The global customer base relies on quality and so the proportion of fully electric machines is increasing. ASA Automation GmbH implemented the latest production cell with ROBOSHOT and robot systems for the company.
The FANUC injection moulding machines are running five days a week at Lynker in Halver. The global customer base relies on quality and so the proportion of fully electric machines is increasing. ASA Automation GmbH implemented the latest production cell with ROBOSHOT and robot systems for the company.
Lynker is one of those companies whose parts are used literally everywhere without people being aware of who made them. That includes all kinds of plastic parts in vehicles. These parts account for 70 percent of Lynker's turnover, 20 percent go to the electrical industry and the rest are spread across other sectors of industry. What they all have in common is the claim made by Otto Lynker GmbH: quality at a high standard. The family company is 100 years old this year.
In its centenary year, Otto Lynker GmbH employs around 70 people, who generate a turnover of some 13 million euro. Customers from around the world source precision parts from Halver. Motorists especially recommend the reliable source of their sites abroad. As a result, the dispatch list features customers as far afield as Brazil, the USA, Thailand and many other countries. The export share is increasing and currently exceeds 60 percent of sales. Managing Director, Steffen Grünig: “We have long-standing relationships with most of our customers, who also frequently recommend us to others.”
In the current business year, we have achieved our objectives. The new building planned for production is slowly taking shape. Grünig: “We are making gradual progress. Planning should be completed by the end of the year. Logistics had to be ‘outsourced’ a few years ago and a new warehouse was built for this purpose, which is clearly visible on entering the town. Commercially speaking, conditions are currently not ideal. However, a number of new projects are enabling us to compensate for this as far as possible,” says an optimistic Grünig. The new building planned to sit alongside the logistics centre should provide twice as much production space as well as more space for in-house tool manufacture.
 At the “In der Hälver” site, Lynker operates a total of 41 injection moulding machines with a clamping force ranging between 12.5 and 300 t, including three fully electric ROBOSHOT machines from FANUC. Batch sizes range from small-scale production of 300 units to series of 3 million parts. All machines are equipped with a minimum 3-axle handling. The principle here is: As far as dispatch, and as far as possible, a part should only be handled once, either manually or by the gripper.
At the “In der Hälver” site, Lynker operates a total of 41 injection moulding machines with a clamping force ranging between 12.5 and 300 t, including three fully electric ROBOSHOT machines from FANUC. Batch sizes range from small-scale production of 300 units to series of 3 million parts. All machines are equipped with a minimum 3-axle handling. The principle here is: As far as dispatch, and as far as possible, a part should only be handled once, either manually or by the gripper.
Lynker produces new tools itself with efficient tool and mould-making facilities or works with selected toolmakers, as it has been doing for a number of years. By the way: Lynker also relies on the precision of FANUC machines when it comes to toolmaking. This is where older models sit alongside the more recently procured five-axis ROBODRILL and ROBOCUT.
Lynker adds further value to its business by installing parts in some cases. Steffen Grünig: “Ultrasonic welding is a relatively large ‘pet project’ of ours.” This is where series can range from several hundred thousand units to a million. Additional services, such as labelling or pad printing, complete the offer.
Lynker produces new tools itself with efficient tool and mould-making facilities or works with selected toolmakers, as it has been doing for a number of years. By the way: Lynker also relies on the precision of FANUC machines when it comes to toolmaking. This is where older models sit alongside the more recently procured five-axis ROBODRILL and ROBOCUT.
Lynker adds further value to its business by installing parts in some cases. Steffen Grünig: “Ultrasonic welding is a relatively large ‘pet project’ of ours.” This is where series can range from several hundred thousand units to a million. Additional services, such as labelling or pad printing, complete the offer.
First time for 6-axes
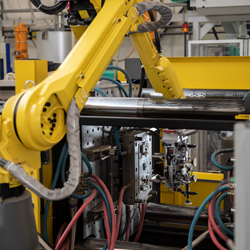
The new injection moulding machine, a ROBOSHOT α-S300iA, is automated with a 6-axes robot – a first for Lynker. It is used to produce two parts for the emergency release of automatic transmission: a wrench and a housing section. As material, a fibre-optic polyamide is processed, for which the specific choice of material was made together with the customer, based on advice from Lynker. The proportion of glass fibre in particular was discussed. On the one hand, the parts need to be extremely rigid and secure, on the other hand, the tool wears out so much more quickly with a higher proportion of glass fibre. “Ultimately, the customer was convinced by the tool life, which was twice as long,” remembers Steffen Grünig.
Both parts are manufactured in the cells implemented by ASA Automation in Mainhausen. For the housing section, a total of four preheated screws first need to be inserted into the 2-cavity tool. In the same operation, the robot takes an injection-moulded part, retracts it from the tool, holds it beneath a camera for quality inspection and places both parts in a shipping carton.
 A small additional task for the M-20i: it inserts a carton to optimise layer separation. Fitting the screws is a tricky task as they need to be inserted in a particular place in the tool. The robot makes use of its mobility for this operation and the subsequent quality control beneath the camera. The robot/camera combination implemented by ASA Automation reliably takes care of this task.
A small additional task for the M-20i: it inserts a carton to optimise layer separation. Fitting the screws is a tricky task as they need to be inserted in a particular place in the tool. The robot makes use of its mobility for this operation and the subsequent quality control beneath the camera. The robot/camera combination implemented by ASA Automation reliably takes care of this task.
The second part produced in the cell, the wrench, is less complex. However, the sequence - extraction, discarding the sprue, placing in the shipping carton - is similar. �Another label is also put on; for this, the robot places the wrench on the workpiece carrier, which then travels to the labelling station via the extremely flexible in-house Carryline conveyor system. When labelling is complete, the robot takes the parts and places them down.
For this task, ASA Automation made the grade, both on the recommendation of FANUC
and based on its own various credentials. Grünig: “We had a basic concept, which we also discussed with other integrators.” However, we were ultimately convinced by ASA's installation concept, which was the most impressive and offered the most flexible solution.
Flexible development
Lynker would not be a quintessential contract injection moulder if no prior thought had been given to development. Grünig: “We remained open to the concept that we could also use what we have for a new task.” The automated carton conveyor system, the camera system and the FANUC robot system ultimately have a universal application.
 Steffen Grünig is planning the use of the 6-axes M-20iA and the integrated quality inspection as a special feature: “We did not pursue automation on a whim. For us, productivity and the quality we wanted to achieve were paramount.” With any manual activity, there is “an amount of slack”. Specifically: the accurate insertion of screws manually over a long period cannot be guaranteed.
Steffen Grünig is planning the use of the 6-axes M-20iA and the integrated quality inspection as a special feature: “We did not pursue automation on a whim. For us, productivity and the quality we wanted to achieve were paramount.” With any manual activity, there is “an amount of slack”. Specifically: the accurate insertion of screws manually over a long period cannot be guaranteed.
If a screw is inserted at too sharp an angle, it can result in damage to the tool and, in some cases, it may even halt production. In fact, “inserted at too sharp an angle” only goes some way in describing the situation. This is because the screws do have to be inserted at an angle - but not too sharp an angle - in quite a specific place. The robot system completes this task every time, repeating it with the highest degree of accuracy.
The extent of the improvement compared with the amount of rework required with manual insertion cannot be precisely quantified. Screws were only manually inserted in the production of prototypes and pilot series. It is therefore not possible to compare the output, but we can compare the cost as a result of damage to injection tool inserts. Not to mention the pain of contact with the hot tool. “Under production-line conditions, different rules apply,” says Steffen Grünig. Since the entire project has been planned from the start as an automation project. At the beginning of a project like this, there is a regular FME analysis.
The ASA cell with the ROBOSHOT operates round the clock. With a cycle time of around 40 seconds, batches of 60,000 units are produced as standard, then modified for the other part. The ROBOSHOT “delivers” 600,000 parts of any type over the course of a year. The respective production order is triggered by a minimum stock level in the warehouse. The actual changeover is quick to manage. In principle, only the corresponding tool has to be used, the gripper changed and the respective program retrieved. Jörg Uhlenbusch, FANUC's regional sales representative, sees the benefits of the fully electric ROBOSHOT: “The machine is quick to reach operating temperature, faster than a hydraulic and ensures reliable production with consistent parameters.”