Automatisierung der Bearbeitung von großen ringförmigen Lagern mit Robotern
Mikron Plus
Mikron Plus, ein Systemintegrator mit mehr als 20 Jahren Erfahrung, hat seinen Sitz in Ljubljana, Slowenien, und ist auf CNC-Maschinen und die Automatisierung von Produktionsprozessen spezialisiert. Die erfahrenen Ingenieure erarbeiten schlüsselfertige Automatisierungslösungen. Ausgehend von einem ersten Konzept entwirft Mikron das System und implementiert es bis hin zur endgültigen, vom Kunden genehmigten Lösung, einschließlich Installation, Inbetriebnahme und Schulung.
Angesichts des weltweiten Fachkräftemangels suchen die Hersteller nach Möglichkeiten, ihre Prozesse zu automatisieren. Mikron Plus bietet komplette CNC-Bearbeitungslösungen an und verwendet ausschließlich FANUC Roboter.
FANUC Roboter und CNC-Integration für optimierte Produktion
Franc Zajec, CEO von Mikron Plus, beschreibt die Beziehung seines Unternehmens zu FANUC.
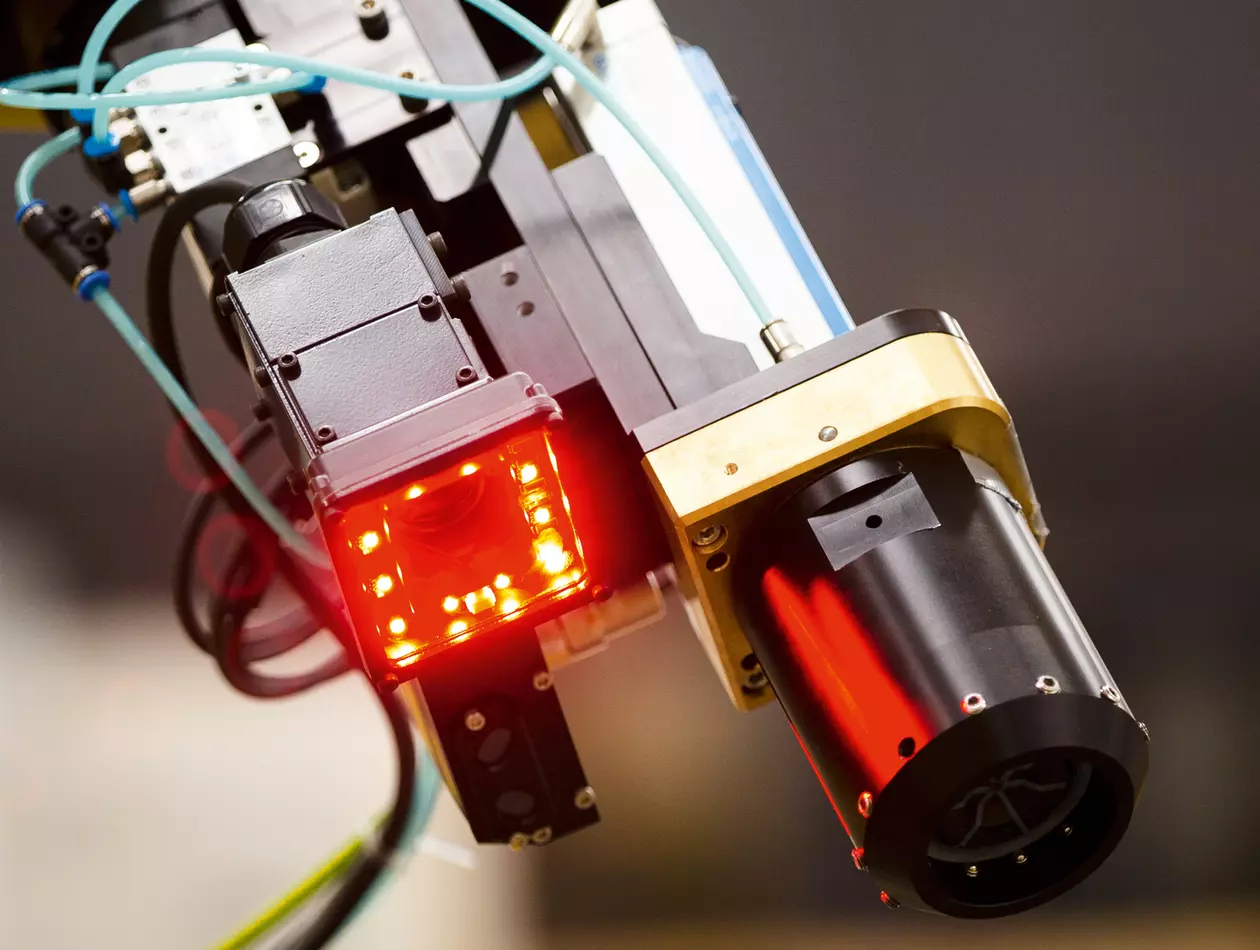
"Wir sind ein Systemintegrator für FANUC Adria, mit dem wir seit Beginn an zusammenarbeiten. Für Robotisierungsprojekte verwenden wir ausschließlich FANUC Roboter, die sich als robust, präzise und sehr zuverlässig erwiesen haben. Wir verwenden auch die 2D- und 3D-Vision-Sensoren von FANUC, und unsere CNC-Maschinen sind größtenteils mit FANUC Steuerungen ausgestattet."
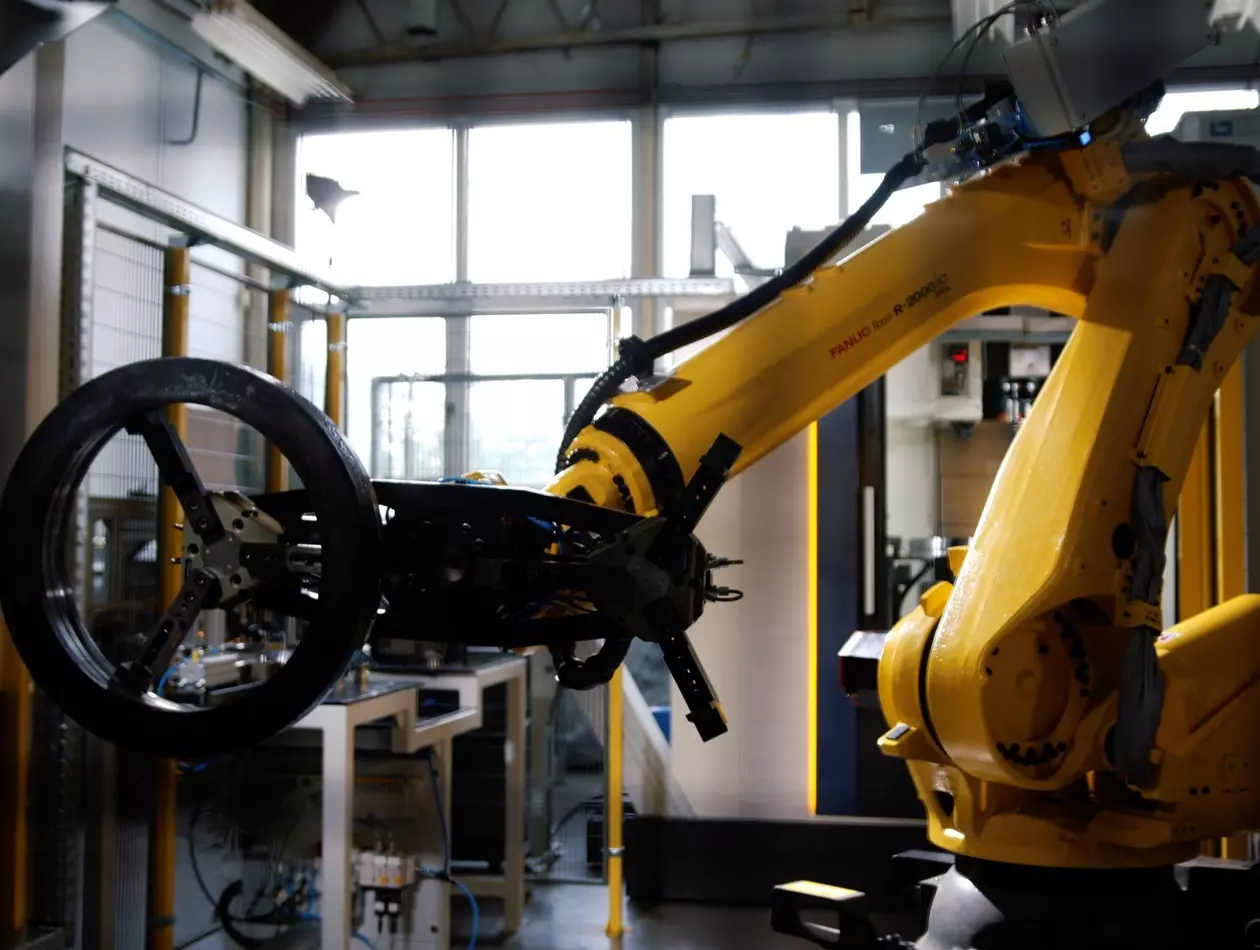
Tomaž Peterlin, Sales Manager, beschreibt das System, das Mikron für seinen Kunden entwickelt hat.
"Der Kunde wandte sich an uns mit der Bitte, eine Roboterzelle für die Bearbeitung von Ringen für Lager mit größeren Abmessungen vorzubereiten. Wir haben eine Lösung vorbereitet, in deren Zentrum der Roboter R-2000𝑖C/210L von FANUC mit einer Tragfähigkeit von 210 kg steht. Er ist so konzipiert, dass der Bediener die auf die Palette geladenen Rohstoffe in die Zelle bringt. Mit Hilfe des 3D-Vision-Sensors von FANUC erkennt der Roboter sie, nimmt sie mit Doppelgreifern auf und positioniert sie auf zwei CNC-Vertikaldrehmaschinen und einem Bearbeitungszentrum. Die Zelle ist mit einem Messsystem ausgestattet, das eine 100%ige Kontrolle ermöglicht und sicherstellt, dass alle bearbeiteten Werkstücke den Anforderungen entsprechen."

Bei der Erprobung der Lösung stieß man auf ein Problem. Peterlin erzählt die Geschichte.
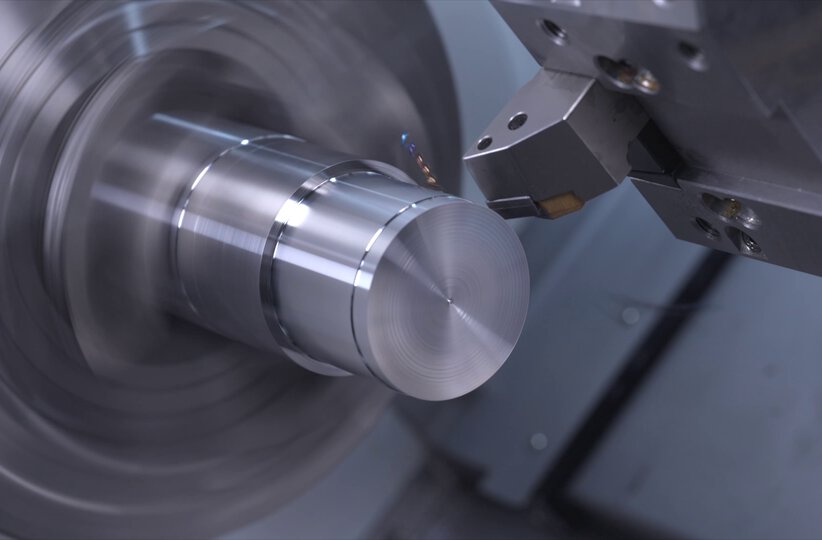
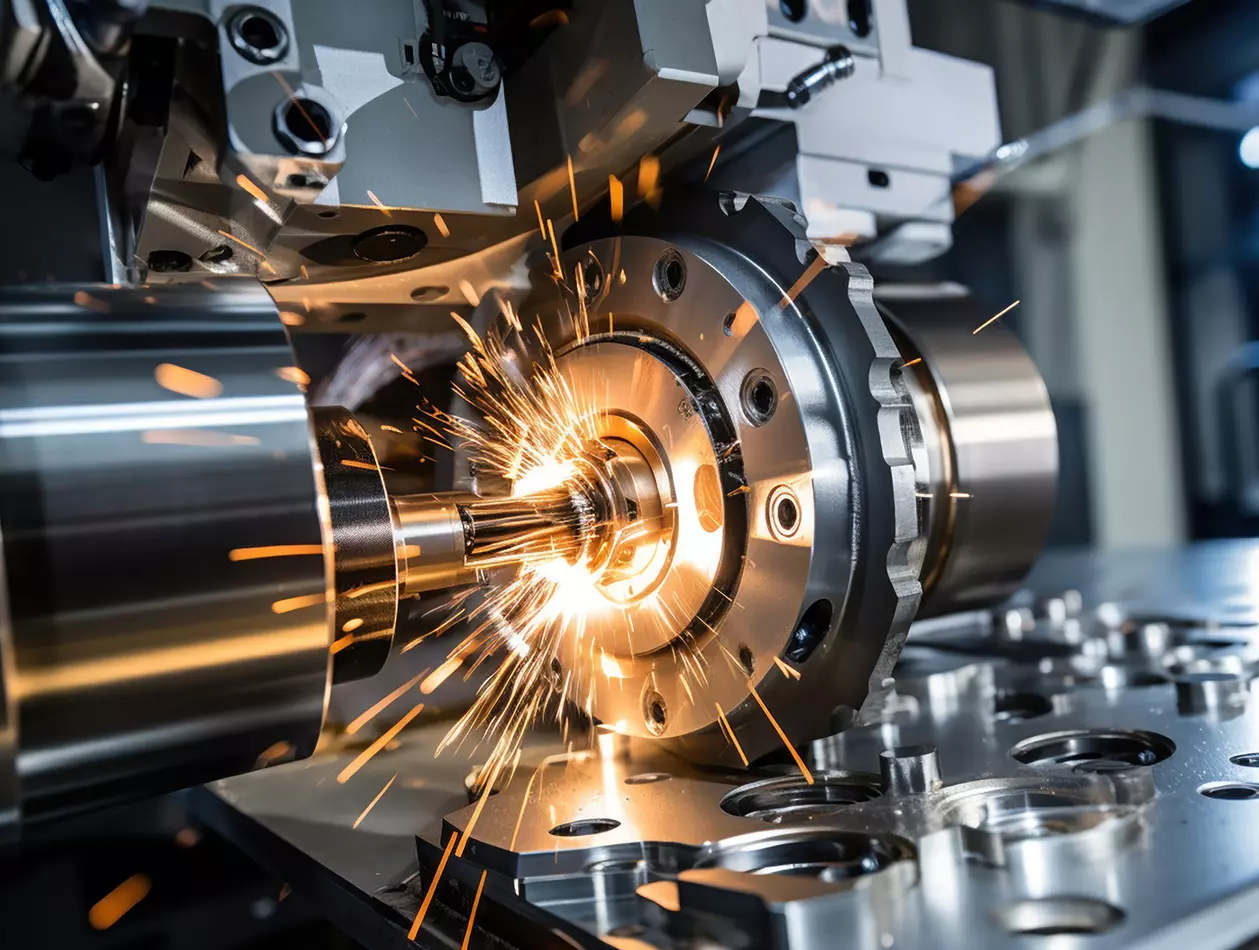
"Während wir die Technologie vorbereiteten, stießen wir auf ein Problem mit langen Spänen. Die Servo Learning Oscillation Funktion ist eine Funktion der FANUC CNC, die das Problem größerer, längerer Metallstücke löst, die sich während der Bearbeitung von einem Werkstück lösen. Diese großen Späne können zu Maschinenstillstand führen und die Qualität des Endprodukts beeinträchtigen. Die Oszillationsfunktion zerkleinert die Späne in kleine Stücke, wodurch solche Schwierigkeiten vermieden werden und die Abfallentsorgung einfacher wird, ohne dass die Qualität des Endprodukts darunter leidet.
Herr Peterlin äußerte sich zufrieden mit den Ergebnissen.
"Mit unserer Lösung der Roboterzelle konnte der Kunde die Produktivität steigern und die Produktionskosten senken. Eine hohe Autonomie der Abläufe ist gewährleistet und alle Komponenten sind im Sinne von Industrie 4.0 miteinander verbunden. Und mit den eingebauten FANUC Komponenten sind Qualität und Zuverlässigkeit garantiert."

Erfahren Sie mehr über die Technologie: Entdecken Sie verwandte Produkte

R-2000𝑖C/210L

𝑖RVision
Servo Learning Oscillation
CNC-Familie im Überblick
Inspiriert werden

FANUC Fallbeispiele
Entdecken Sie unser umfassendes Angebot an Fabrikautomatisierungslösungen, die in detaillierten Fallstudien vorgestellt werden und zur Optimierung und Rationalisierung von Fertigungsprozessen entwickelt wurden.

Maschinenpflege
Vision Inspektion
CNC-Drehen
