Plně automatizovaná výroba dílů od kazety po kazetu


Gnutti

V roce 1955 založil Quirino Gnutti ve městě Brescia společnost Gnutti Transfer, která se zabývala konstrukcí soustruhů a transferových strojů. V průběhu let se firma rozrůstala a vyvíjela, integrovala nové flexibilní, modulární a inovativní koncepce a zároveň věnovala zvláštní pozornost konstrukci strojů a udržitelnosti výroby. Každý rok společnost Gnutti Transfer expeduje ze svého závodu v Ospitalettu 35-40 strojů.
Plně automatizovaná výroba dílů
Každá dílna sní o plně vertikální, automatizované a integrované výrobě dílů, která zajišťuje maximální spolehlivost a flexibilitu spolu s možností dálkového dohledu a řízení celého procesu. Díky dovednostem a zkušenostem společnosti Gnutti Transfer se tento sen stal skutečností.
Projekt byl velmi složitý, jak vysvětluje Giovanni Gualco, vedoucí obchodní oblasti společnosti Gnutti Transfer: „Cílem zákazníka bylo začít se surovými díly v přepravní kazetě a skončit s hotovými díly zpět v přepravní kazetě v jediném cyklu.“

Na začátku procesu probíhá nakládání pomocí automatického rozpoznávání, rozdělování a kontroly kazetových dílů a poté každý díl prochází kontrolní stanicí pro laserové značení. Transferový stroj pak provádí obráběcí operace před vyjmutím k mytí. Po omytí, aby se odstranily veškeré zbytky, systém vrátí díly do kazety.
Roboty jsou přítomny ve všech fázích: robot vybavený systémem robotického vidění vyjme surové díly z kazety a umístí je na dopravník, který zásobuje laserový stroj pro značení; druhý robot pak nakládá díly do přenosového stroje, než třetí robot stroj vyloží a umístí díly do mezistanice. Čtvrtý robot nakládá součásti do myčky a konečně pátý robot odebírá součásti z myčky a ukládá je zpět do kazety, připravené k automatickému předání do montáže.
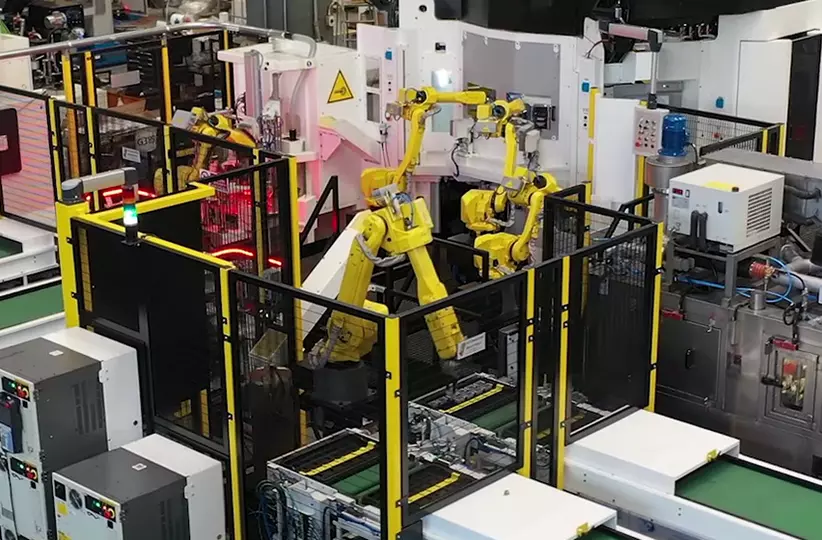
Tento přenosový stroj je součástí flexibilní přenosové řady GR-MR společnosti Gnutti Transfer. Skládá se z 10 stanic s 11 ovládacími jednotkami umístěnými na příčníku a zahrnuje 45 os ovládaných v jednom procesu, přičemž doba cyklu je pouhých 8 sekund. Všech 33 lineárních os a 10 rotačních os je vybaveno motorizací FANUC s digitálními pohony a optickými připojeními.
Složitost projektu a vysoký počet řízených os si vyžádaly obrovské investice do času a lidských zdrojů. Zapojení strategického partnera, jako je společnost FANUC, bylo v podstatě klíčem k vítěznému technologickému přínosu."Strategický proto, že společnost FANUC je jediná, která nás může podpořit v tak složitém projektu, jako je tento; vítězný proto, že technologie společnosti FANUC zajišťuje dokonalou funkčnost systému," uvádí Giovanni Gualco.

Giovanni Gualco
Manažer prodejní oblasti Gnutti Transfer
Jednotka je certifikována pro Průmysl 4.0: sklíčidla a všechny díly jsou vybaveny senzory, které analyzují data týkající se funkčnosti jednotky. Průmyslový počítač je kompletně určen pro správu stroje a řízení více než 12 000 proměnných, což umožňuje přizpůsobení funkcí, které sahají od preventivní/prediktivní údržby až po regulaci procesních parametrů. Zákazník se může vzdáleně přihlásit, dohlížet na stroj, spouštět cykly a měnit konfiguraci celého systému pro provádění různých typů zpracování.
Za technologiemi: Objevte související produkty

M-20𝑖B/25

M-10𝑖D/10L

30𝑖-B Plus
Inspirujte se

Případové studie společnosti FANUC
Prozkoumejte naši komplexní nabídku automatizačních řešení, která jsou představena v podrobných případových studiích a jsou navržena tak, aby optimalizovala a zefektivnila jakýkoli výrobní proces.

Obsluha strojů
